Hitsausdata älykkäässä tuotannossa
Älykkäässä tuotannossa eri prosesseista saatava tieto on heti sitä tarvitsevien käytettävissä, joustavasti. Osa älykästä tuotantoa on hitsauksesta syntyvän datan keräys, dokumentointi sekä sen analysointi. Nämä vaiheet automatisoimalla voidaan hitsausprosessista saada reaaliaikaisesti tietoa, mikäli joku hitsausprosessiin vaikuttavista, seurattavaksi valituista parametreista poikkeaa sille määritetyistä raja-arvoista. Lisäksi tuotteet, sekä tuotteen hitsit on mahdollista yksilöidä, jolloin mahdollistuu jäljitettävyys aina yksittäisen tuotteen yksittäiseen hitsiin. DiVa-hankkeessa hitsausdatan keräämistä ja analysointia on tutkittu keräämällä Ratesteel Oy:n tuotantokäytössä olevasta hitsausrobottisolusta.
Tiedonkeräys softat
Suomalaisessa teollisuudessa dataa hitsausprosessista kerätään, mutta toistaiseksi harvoissa yrityksissä. Tällä julkaisulla halutaan avata mitä ylipäätään tarkoitetaan puhuttaessa hitsaus datan keräyksestä robottihitsaukseen liittyen ja mitä hyötyjä sillä on mahdollista saavuttaa.
Hitsaukseen liittyvässä tutkimustyössä on ensiarvoisen tärkeää pystyä keräämään tietoa toteutuneesta hitsaustapahtumasta. Datan keräys- ja hallinta ohjelmistot mahdollistavat hitsausprosessissa toteutuneiden parametrien tallentamisen tietokantaan, josta tietoa voidaan tarkastella visualisoidussa muodossa sekä analysoida. Tyypillisesti kerätystä datasta saada reaaliaikaista tietoa, missä vaiheessa tuotteen hitsaus on menossa.
Tyypillisintä hitsaustapahtumasta kerättäviä tietoja ovat hitsausvirta, -jännite sekä langansyöttönopeus. Näiden lisäksi muita mahdollisia kerättäviä ja tarkasteltavia tietoja ovat langansyöttömoottorin tai moottoreiden kuormitus. Robottijärjestelmästä yksittäisen hitsin toteutunut hitsausnopeus voidaan poimia talteen reaaliaikaisesti lähdön kautta tai ennen hitsausta robotin käskyssä kirjoitettavasta rekisteripaikasta. Kun data sisältää hitsausnopeuden, ohjelmisto tyypillisesti laskee lämmöntuonnin kyseiselle hitsille. Käsin hitsauksesta toteutuneen nopeuden määritys on hankalampaa, mutta siihenkin on nykyisin ratkaisuja olemassa.
Lisäksi ohjelmistot tyypillisesti mahdollistavat hitsaukseen liittyvän statistiikan keräämisen kuten lisäaineen ja kaasun kulutuksen, hitsien määrän sekä aikaan liittyvät tekijät kuten kaariaikasuhteen. Mikäli yrityksen kaikki hitsauskoneet ovat datan hallinnan piirissä, voidaan kertyneestä tiedosta koota ja/tai suodattaa kulutukseen liittyvät tiedot kustannuksineen, kunhan materiaalien hintatiedot on asetettu oikein.
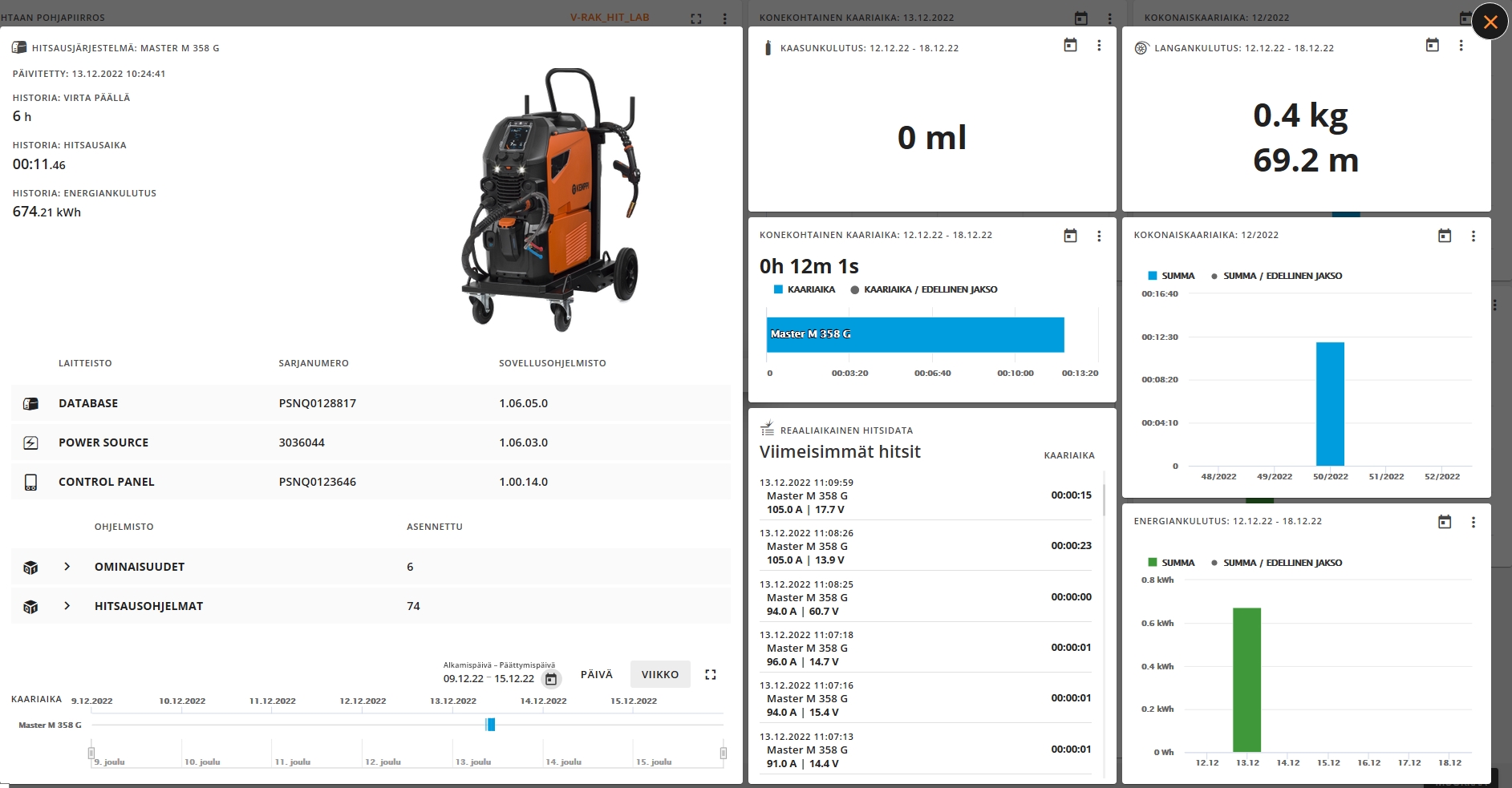
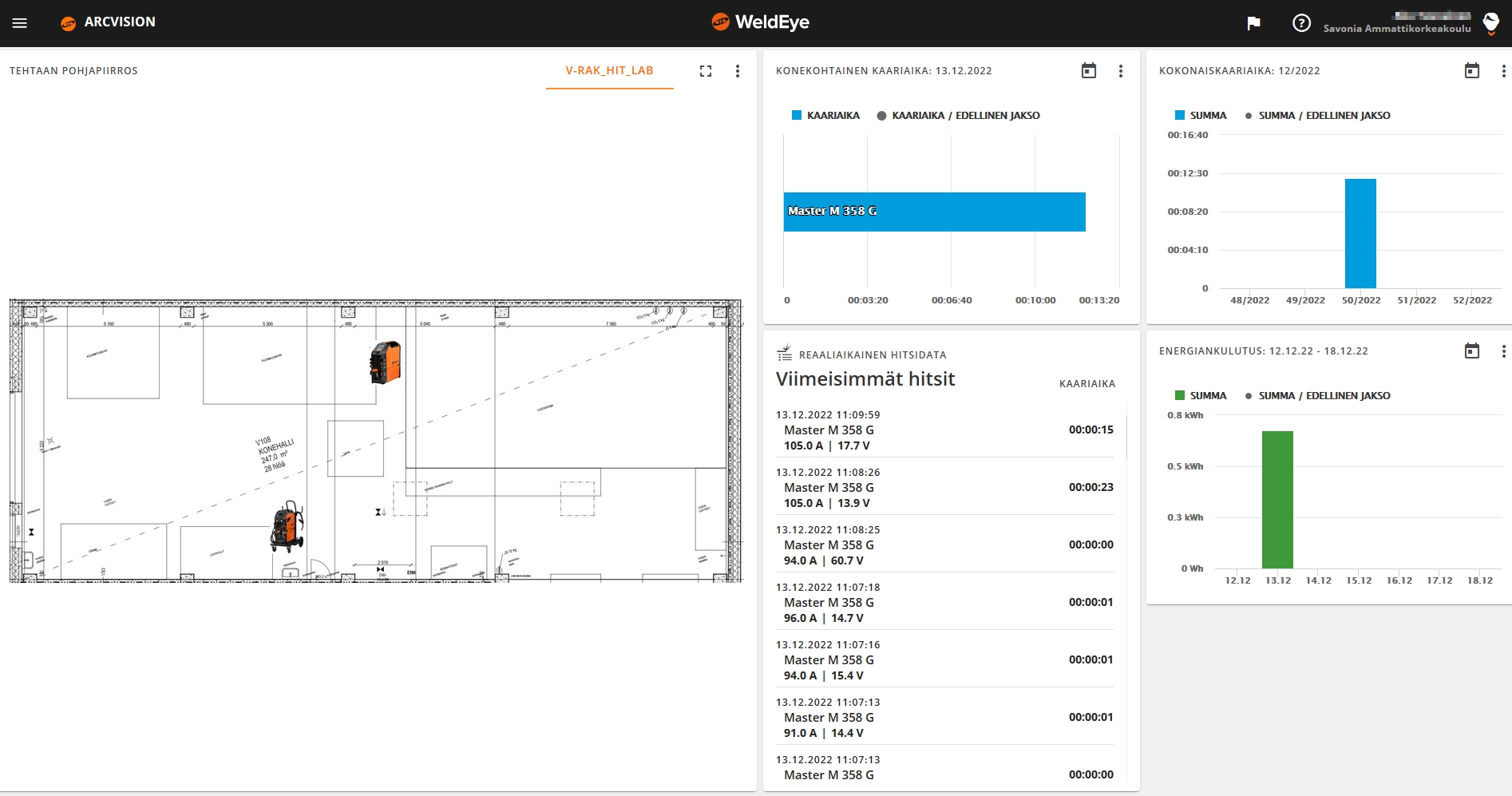
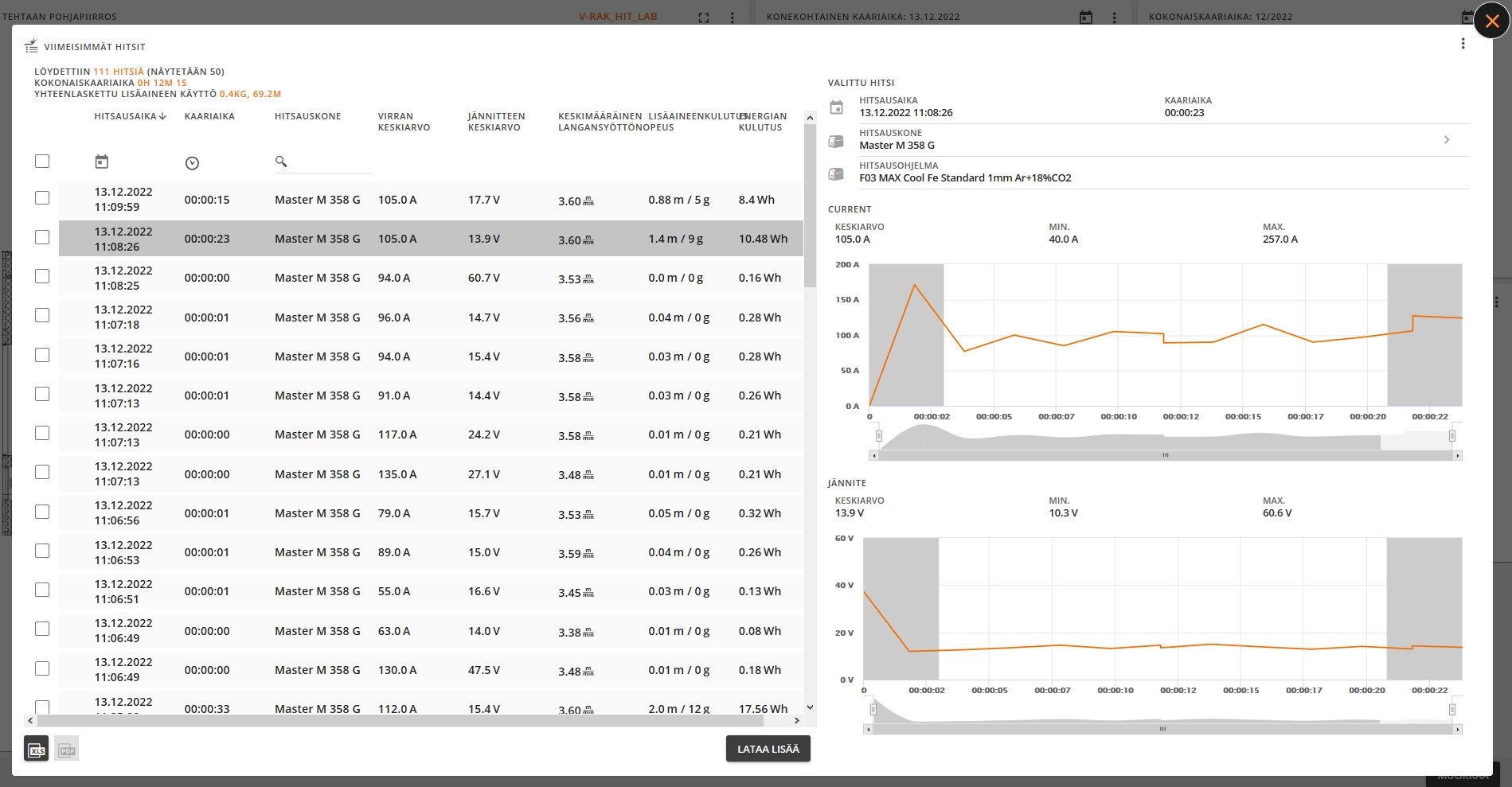
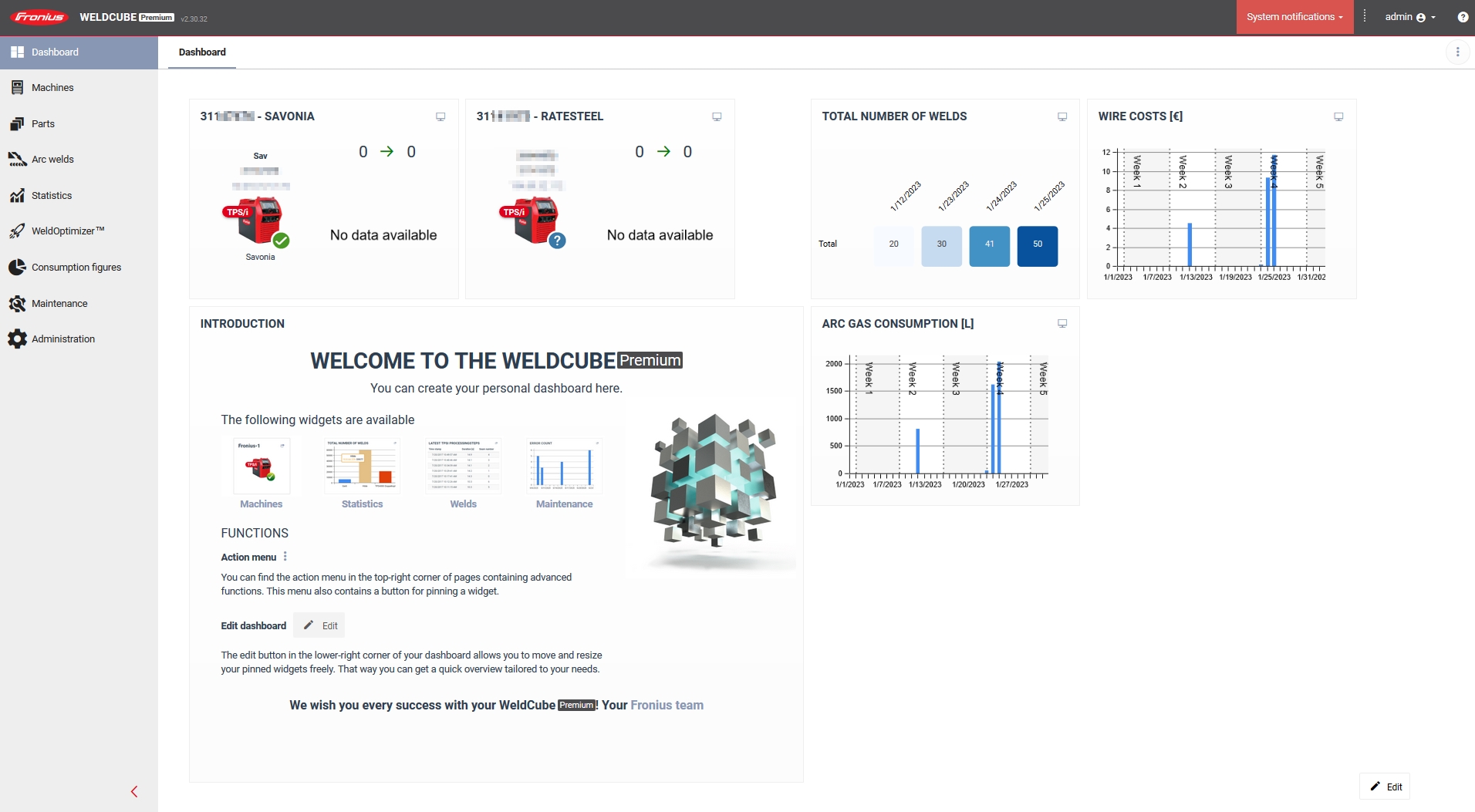
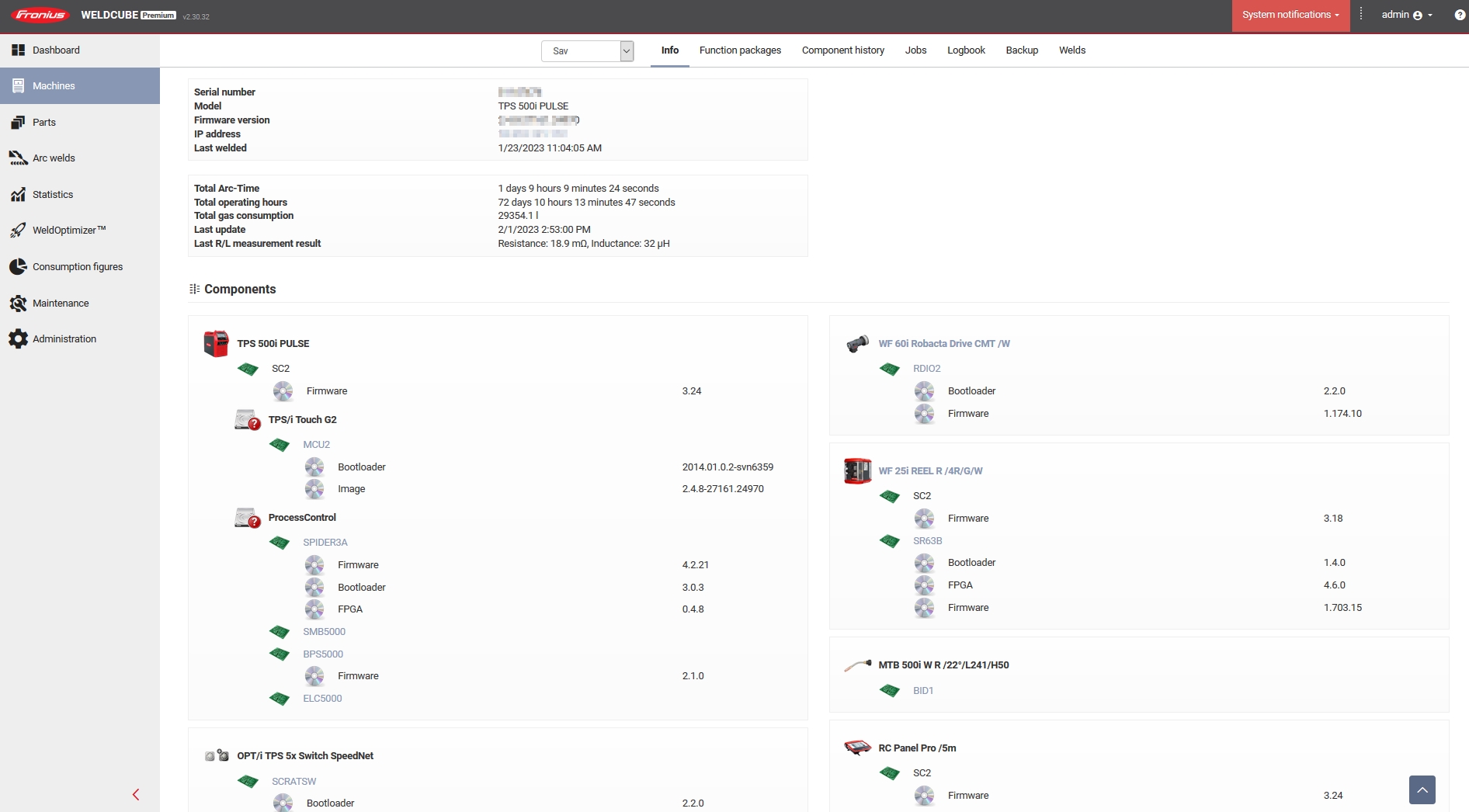
Savonialla on käytössä Kempin WeldEye ArcVision-ohjelmisto , jota käytetään käsin hitsauksen datan keräykseen sekä opetuksen tarpeisiin. Robottihitsauksen tutkimus- ja kehitystyöhön liittyen Savonialla käytetään Froniuksen WeldCube Premium -ohjelmistoa. Tyypillisesti ohjelmistot ovat hitsausvirtalähde valmistaja kohtaisia, mutta laitevalmistajat ovat tuoneet markkinoille myös “lisäpurkkeja” jonka avulla saadaan kerättyä, tyypillisesti rajoittuneempi määrä, dataa myös muun merkkisistä virtalähteistä.
Mihin parametrien tallennus ja tiedon analysointi perustuu
Robottihitsauksessa tyypillisesti uudelle railomuodolle tehdään hitsauskokeita, joiden tuloksena saadaan parametrit, joilla tuotteessa olevat vastaavan tyyppiset hitsit pystytään toteuttamaan halutulla laadulla. Todentamiseen voidaan käyttää standardin mukaisia menetelmäkokeita tai yrityksen sisäisiä menetelmiä, mikäli ne todetaan laadunhallinnan kannalta riittäviksi.
Mig/mag -hitsausprosessin itsesäätyvyydestä johtuen, virtalähteen parametritiedostossa pyydetään tiettyjä virta-, jännite ja langansyöttöarvoja, mutta toteutuneet parametrit poikkeavat tyypillisesti näistä. Muun muassa virtasuuttimen etäisyyden muutos suhteessa hitsiin vaikuttaa oleellisesti toteutuneeseen hitsausvirtaan. Tyypillisesti hitsi täyttää sille asetetut laatuvaatimukset, vaikka suutinetäisyys jonkin verran hitsauksen aikana vaihtelee. Kuitenkin jossain kohtaa suutinetäisyyden muutos alkaa vaikuttamaan hitsiin laatuun, vaikka robotti pystyykin hitsaamaan hitsin keskeytyksettä. On toki syytä huomioida, että hitsausrobotti ratkaisuja on monenlaisia. Kuitenkin yleistettynä voidaan ajatella, että prosessin toimiessa, parametri arvot “seilaavat” tietyllä vaihteluvälillä.
Froniuksen tapa
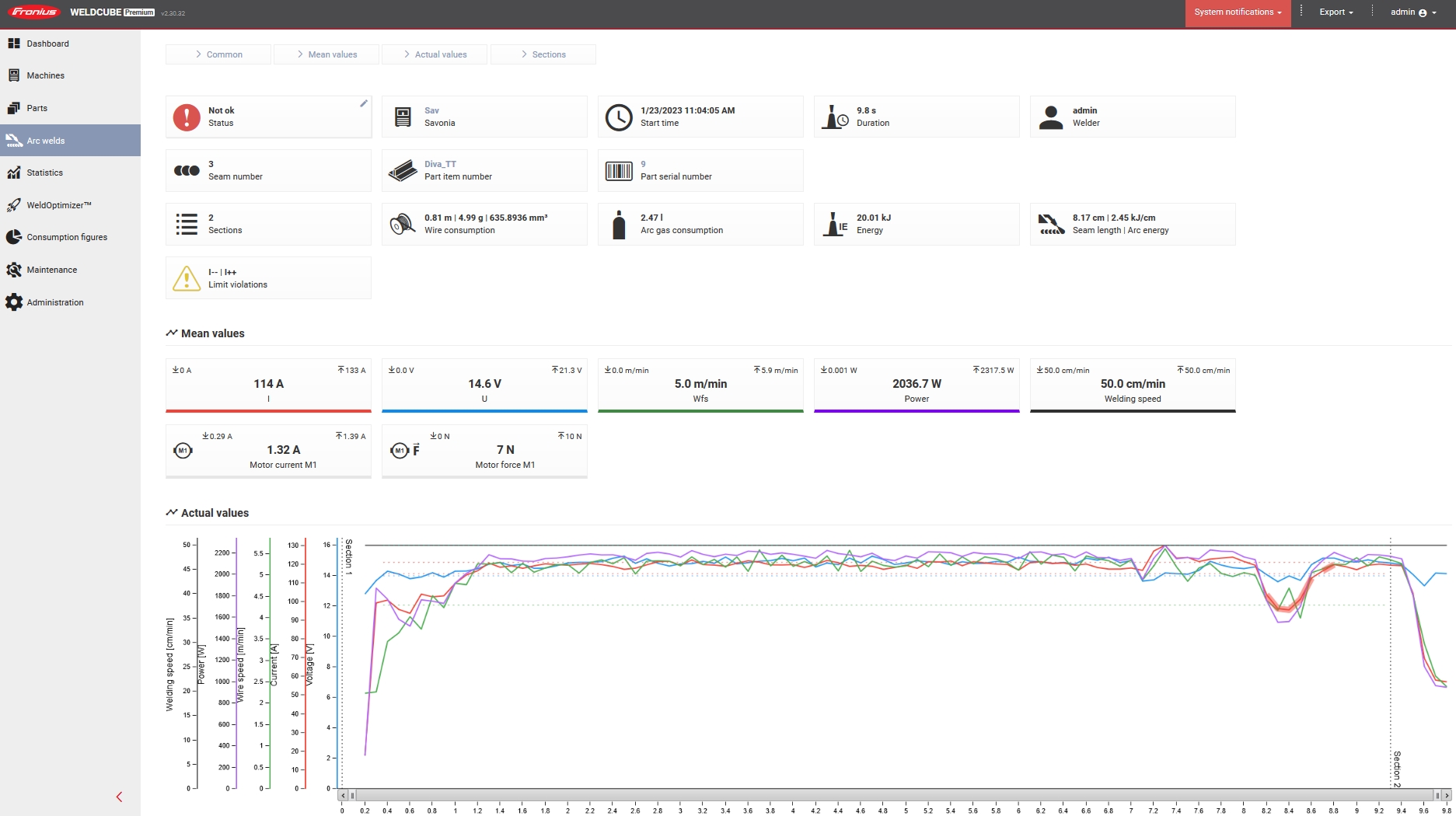
Froniuksen WeldCube Premium:ia käytettäessä on mahdollista määrittää virtalähteen parametritiedostoon parametri-ikkunat, joissa prosessissa toteutuneen hitsausvirran, jännitteen ja langansyötön arvojen tulisi pysyä. Lisäksi parametreihin määritetään taajuus, jolla toteutuneita parametri arvoja tallennetaan tietokantaan. Mikäli arvo(t) hitsauksen aikana poikkeavat ikkunan ulkopuolelle, saadaan siitä ilmoitus kyseisen hitsin tietoihin. Tämä poikkeamatieto voidaan sisällyttää hitsistä tai tuotteesta koostettavaan raporttiin. Raportit WeldCube:sta voidaan poimia manuaalisesti tai käyttäjän määrittämän aikataulun mukaan automatisoidusti. Poikkeamatiedosta voidaan luoda myös ilmoitus heti sen tapahduttua esim. laadun tarkastukseen. Tämä mahdollistaa esimerkiksi sen, että tuotteen tullessa robotilta vain poikkeamia sisältävät kohdat tarkistetaan.
Parametri-ikkunoiden määritys voidaan tehdä hitsauksen parametritestien yhteydessä pelkästään vain testaamalla tai WeldCube:n analytiikka työkaluilla laskemalla. Analytiikka työkalut vaativat alkuun jonkin verran tuotantohitsaamista, jotta laskentaan on ylipäätään riittävästi dataa. Lisäksi useampi iterointikierros todennäköisesti tarvitaan, jotta ikkunat saadaan toimiviksi.
Parametrit vs. visuaalinen laatu
Koska tekstissä käsitellään hitsauksen laatua, on tärkeää huomioida, että automatisoitu parametrien keräys ja analysointi ei ole suoraan kytköksissä hitsin visuaaliseen laatuun! Tuotannossa on toki tärkeää havainnoida, millaisia vaikutuksia visuaalisessa laadussa näkyy kohdissa, joissa data:n mukaan jotain poikkeavaa on tapahtunut. Kuitenkin hitsausdatan keräyksen ja analysoinnin avulla on mahdollista päästä kiinni tarkasti hitsien kohtiin, joissa prosessi ei ole toiminut sille määritetyissä puitteissa.
Kustannuksista
Teollisuudessa digitaalisten työkalujen kirjo laajenee koko ajan ja oikein käytettynä niillä voidaan tehostaa tuotantoa. Hitsausvirtalähteiden valmistajilla on tyypillisesti eri tasoisia tuotteita datan keräykseen. Osa ohjelmistoista on pilvipohjaisia, kun taas toiset yrityksen serverille asennettavia ratkaisuja. Kokeilua ja testausta varten on usein saatavilla määräaikaisia testiversiota. Joillain valmistajilla on jopa tarjolla ilmaisia perusversioita, toki rajoittuneemmilla ominaisuuksilla kuin maksulliset.
Froniukselta lyötyy kirjoitushetkellä ilmaisversio, WeldCube Air, joka mahdollistaa datan keräyksen testaamisen hyödyntäen pilvipalvelua. Savonian tietojen mukaan, kesään 2023 kestävän testausvaiheen aikana käyttö on ilmaista, jonka jälkeen jonkinlainen nykyaikainen tilaajatyyppinen hinnoittelu otettaan käyttöön.
Kemppi WeldEye ArcVision on saatavilla käyttöön kolmen kuukauden ilmaisjakson ajaksi. Lisäksi WeldEye Welding Procedure & Qualification Management on saatavilla 14 vrk:n ilmaiseen koejaksoon.
Toki itse hitsausvirtalähteen pitää tyypillisesti soveltua datan keräämiseen sekä hitsausvirtalähde on voitava yhdistää verkkoon, jotta data saadaan pilveen tai serverille oli kyseessä minkä valmistajan ratkaisu tahansa. Ilmaisversioiden kanssa on syytä varmistua käyttäjäehdoista ja siitä että kuka esimerkiksi omistaa kerätyn datan.
Eri valmistajien hitsausdataan liittyvät ratkaisut koostuvat aina asiakas yrityksen yksilöllisistä tarpeista sekä toimittajan erityyppisistä moduuleista. Tämän takia ratkaisujen, niiden ominaisuuksien sekä hintojen vertailu ei ole yksiselitteistä. Myös mahdolliset vuosittaiset ylläpito ja käyttömaksut sekä käyttäjä määriin liittyvät kustannukset tekevät vertailusta hankalaa. Yleistäen voidaan kuitenkin sanoa, että pienehkö hitsaava yritys pystyy tekemään yksinkertaista datan keräystä todennäköisesti ykköstonneilla. Keskisuuren hitsaavan yrityksen keskitetty datan keräys ja hallintaratkaisun hinta todennäköisesti menee viisinumeroiseksi summaksi. Lisätietoa hitsausdatan keräyksen ohjelmistoratkaisuista löytyy julkaisun loppuun kerätyistä linkeistä sekä olemalla yhteydessä laitetoimittajiin.
Testit DiVa-hankkeessa tähän mennessä
Savonia amk:n hitsauslaboratorion käytössä oleva WeldCube Premium-versio on asennettuna Savonian serverille. Serveriltä turvallisen yhteyden rakentaminen yrityksen hitsausvirtalähteelle vaati useamman IT-osaajan mutta oli toki myös opettavaista. Lisäksi saatiin todistettua, että yhteys on turvallisesti toteutettavissa Ratesteel Oy:n ja Savonian välille.
Froniuksen TPSi -hitsausvirtalähteellä on oltava käytössä muutamia maksullisia optiota, jotta datan keräys voidaan halutussa laajuudessa tehdä. Froniuksen laitteissa on mahdollista aktivoida 50 kaariaikatuntia kestävä kokeilujakso ja se otettiin käyttöön kohdassa, jossa käytännön testejä ryhdyttiin yrityksessä toteuttamaan.
Testeissä käytettävä yrityksen robottisolu on Yaskawa-merkkinen ja Yaskawa Finland Oy:n toimittama. Robotin ohjaukseen täytyi määrittää vakioidut rekisteripaikat hitsausnopeudelle sekä hitsin järjestysnumerolle, jotta kyseiset tiedot pystytään lähettämään robotin ohjelmassa virtalähteelle ennen hitsauksen alkua. Lisäksi robotille toteutettiin macro, eli vakioitu aliohjelma, jossa yhdellä käskyrivillä ennen hitsiä tarvittavat tiedot annetaan. Yaskawa Finland on ollut mukana auttamassa robottijärjestelmän tarvittavissa muutoksissa ja antanut teknistä tukea tarvittaessa.
Jatko
Testejä jatketaan Ratesteel Oy:n kanssa DiVa-hankkeen edetessä. Yritys on kiinnostunut tarkastelemaan mitä lisäarvoa tuotannon eri vaiheisiin sekä itse tuotteelle hitsauksessa kertyvän datan keräämisellä voidaan saavuttaa. Kirjoitushetkellä Savonian tietotekniikan opiskelija ryhmät syventyvät WeldCube:n ohjelmointi rajapintaan ja sen mahdollisuuksiin. Ryhmät tarkastelevat myös vaihtoehtoja millä eri tavoilla hitsin poikkeama tiedosta voitaisiin tuotannossa viestiä henkilöille, joiden siitä tietoa tuotannon eri vaiheissa tarvitsee saada.
Kirjoittajat Aku Tuunainen, Esa Jääskeläinen ja Henri Juntunen
Kiitoksia yhteistyöstä:
Linkkejä
https://www.weldeye.com/en-US/
https://www.fronius.com/en/welding-technology/innovative-solutions/weldcube
Kiitoksia yhteistyöstä Ratesteel Oy